Border Integration
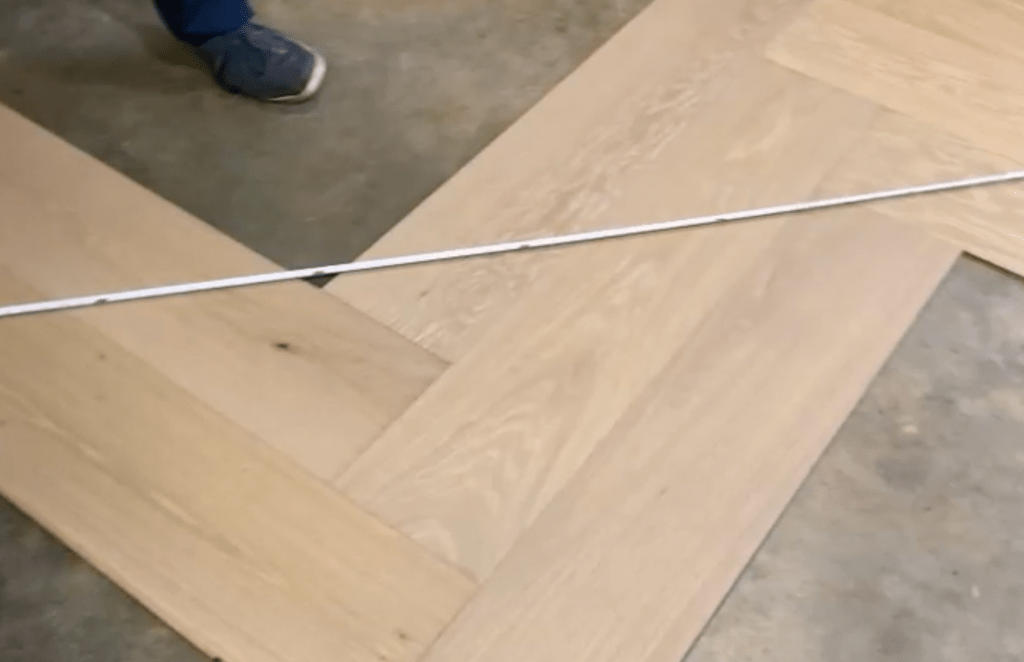
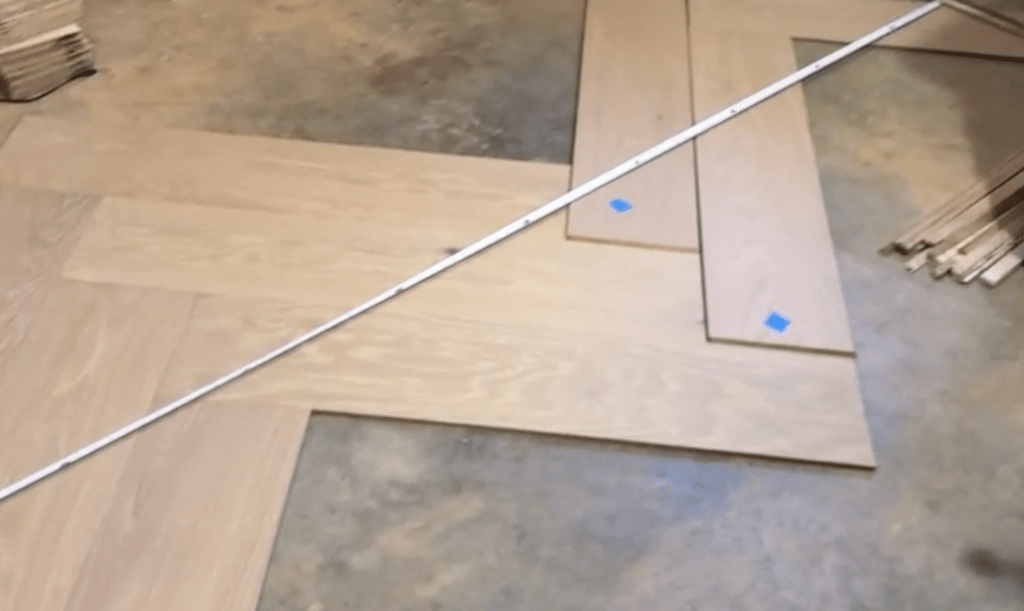
The border channel was cut on the second day. A Milwaukee track saw was used to cut the straight perimeter line through the installed herringbone field — removing the stepped, uneven edge left by the 45-degree pattern and creating a clean, straight channel for the border boards.
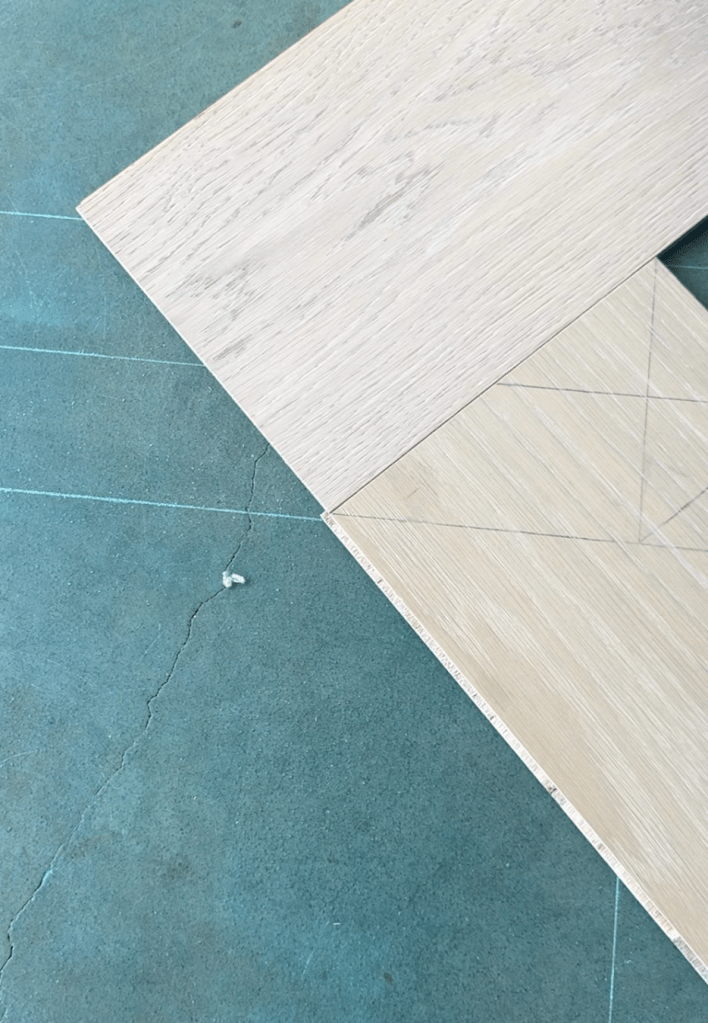
After the excess material was removed, a Milwaukee hand router was used to recreate the groove along the cut edge of the herringbone field. This groove connects to the tongue on the border board, creating a mechanical tongue-and-groove joint between the herringbone section and the border — not a simple butt joint.
The micro-bevel was then recreated by hand along the exterior edge of the herringbone field using the same 180-grit sanding block method used during fabrication. This ensures the visual bevel line between the herringbone and the border matches the bevel profile across the rest of the floor.
The border boards — cut from the same prefinished white oak, single board width, running the full 60-linear-foot perimeter — were glued down with Wakol MS 260. Corners were butt-joined per the client’s preference. Shims were placed against the baseboards to hold the border down against the adhesive until it set.
Square shoe molding in white prime pine, painted to match the baseboards, was nailed along the perimeter to finish the installation.